YNシリーズ100%銅接続地震耐性(地震)圧力計
Cat:圧力計
◆モデル:YN40 YN50 YN60 YN75 YN100 YN150 ◆使用:この一連の機器は、特に環境機械の強い振動がある場所に適した良好な衝撃抵抗性を持ち、激しい脈動、衝撃、および...
詳細を参照してください


原因分析:周囲環境、材料、検証・人的介入、検証ルール、第三者試験機関、機械の使用
周囲:
・容器の内外の圧力差。
・輸送や設置の際に大きな外力衝撃が加わった場合。
・ダンパー穴の詰まり。
材料:
・弾性部品の亀裂。
・弾性部品の外観不良。
・弾性部品の原料は本来の性能が劣ります。
検証 / 人間の介入:
・製造工程における溶接箇所の漏れ。
・タイミング機構のネジが締められておらず、指針がしっかりと押されていなかった。
·現場での設置プロセス中の不適切な操作。
検証ルール:
・製造当初は加圧溶接を行っておりますが、その後の時効処理は行っておりません。
・圧力計の校正時に必要な校正が行われていなかった。
第三者試験機関:
・持ち上げたり下ろしたりするときに丁寧に扱わなかった。
・検出装置の圧力が圧力計の範囲を15~20%超えています。
マシン:
・装置の使用により瞬間的に大きな圧力上昇、下降が起こります。
・機器の圧力が圧力計の範囲を超えている。
| いいえ 。 | 問題が起きる部分 | 現象学的記述 | 注意事項 | ||||||
| 1 | 加圧溶接後の時効処理は行っていない | 弾性部品は溶接・保圧工程を経た後、内部応力を取り除くためのエージング期間が必要です。エージングを行わない場合、正確に調整した後、しばらく置くとストレスがなくなり指針の位置が下に移動します。その結果、レンジ表示が減少し、非制限ダイヤル式メーターではマイナスゼロ復帰が発生します。 | 人のストレスの発現がこの見解に適合するかどうかに基づいて | ||||||
| 2 | 必要に応じて校正されていない | 調整プロセスでは、コンロッドと調整ナットのみを調整できます。スプリングチューブを動かすと変形します。変形後は弾性ラグ効果が生じます。一定時間置いた後、ポインタの位置が変化し、ゼロに戻らなくなります。 | サプライヤーは生産プロセス中に厳格な品質管理措置を実施していますか? | ||||||
| 3 | 容器の内外の圧力差 | 圧力計の指針が異常な変位を示し、表示が不正確になる。この問題は、圧力計の範囲が狭くなるにつれてさらに顕著になります。ユーザーの理解不足により、この問題は発生する可能性が高くなります。圧力計が完成し、オイルプラグを取り付けると、圧力計の内部に密閉空間が形成されます。この時点で、キャビティ内の大気圧は外部の大気圧と一致します。外部の大気圧が変化すると内部に圧力差が生じ、圧力が変化します。 | 一般に、この問題が発生する場合は、ゼロ調整ポインターの変位が比較的小さいことを示しています。 | ||||||
| 4 | ダンピングホールが詰まっている | 測定媒体に不純物が含まれている場合、ダンピングホールの位置に不純物が蓄積します。最終的には目詰まりを起こし、圧力計が機能しなくなる、ゼロに戻らない、固着するなどの現象が起こります。 | エア漏れの検査が可能 | ||||||
| 5 | 輸送および設置プロセスは大きな外力の影響を受けます | 外力衝撃により内部の伝達機構が変位し、ゼロに戻らなくなります。 | この現象は、圧力計の開梱時、または設置およびデバッグのプロセス中に発生します。ゼロに戻ることはなく、使用段階では発生しません。 | ||||||
| 6 | 装置の使用時に圧力が瞬間的に大幅に増加および減少する | 瞬間的な圧力の大幅な増減は、弾性部品の残留変形量の累積を増加させ、弾性部品の寿命を縮め、非ゼロ現象が早期に発生する原因となります。この現象はスプリングチューブの外径の増加につながります。 | 不良箇所を測定検査し、未使用部品の寸法と図面が変わっていないか確認します。 自社製品の実際の状況に基づいて決定できます。 | ||||||
| 7 | 機器の圧力計を測定範囲を超えて使用する | 圧力計の接続を誤ったり、型式の選定を誤ったり、装置の圧力が不安定で過大な圧力がかかると、スプリングチューブが永久変形し、指示値がゼロにならなくなったり、セクターの歯が外れたりする可能性があります。この場合、過大な圧力によりスプリングチューブのサイズや外径の厚みが増加します。 | 故障した部品の寸法を検査し、未使用部品の寸法および図面の寸法と比較し、スプリングチューブの肉厚が大幅に増加していないか確認します。 自社製品の実際の状況に基づいて決定できます。 | ||||||
| 8 | 溶接位置漏れ | 溶接不完全、溶接割れ、溶接介在、アンダーカット、溶融不良、はんだ付け不足などの欠陥は、溶接箇所での漏れの原因となります。圧力表示が不正確になり、ゼロに戻らなくなる可能性があります。 | 圧力計を分解して漏れ箇所がないか確認します。 | ||||||
| 9 | インストールプロセス中の不適切な操作 | 圧力計の取り付け、締め付けの際は、レンチを使用して圧力計のハンドル位置を回してください。測定子を無理に動かさないでください。測定子が傾くとダイヤルも傾き、指針が引っかかったり、ゼロに戻らなくなるなどの現象が発生します。 | 圧力計は分解検査が可能で、外観が良好かどうかを確認できます。 | ||||||
| 10 | ポインタがしっかりと押されていない | 調整完了後、指針の取り付け時に嫌気性接着剤が塗布されていなかったり、使用中に指針を軽くたたいたりしなかった場合、特に振動のある環境下では指針が外れて正確な指示が得られない場合があります。この問題は操作手順に不慣れな新入社員に多く発生し、一般に発生確率は低いです。 | 圧力計を分解し、指針がしっかりと取り付けられているか確認してください。 | ||||||
| 11 | ムーブメントのネジが締まっていない | ネジが正しく締められていませんでした。使用中、特に振動のある環境ではネジが緩み、伝達機構全体の初期位置が変化し、測定値が不正確になったり、ゼロに戻らなくなったりします。この問題は操作手順に慣れていない新入社員に多く発生しており、発生率は比較的低いです。 | 圧力計を分解し、ムーブメントのネジがしっかりと取り付けられているかどうかを検査します。 | ||||||
| 12 | 弾性部品の亀裂 | 圧力計の作動中に、圧力計のバネ管に亀裂が入り、バネ管が変形した。その結果、圧力計の指針がゼロに戻らなくなる等の現象が発生し、正常に動作しなくなるという事態が発生した。 | 圧力計を分解し、非弾性部品に亀裂がないか確認します。 | ||||||
| 13 | 弾性部品の外観上の欠陥 | 弾性コンポーネントの製造および輸送プロセス中に、その表面に大きな外部傷がつき、応力集中点が生じます。時間の経過とともに、これらの点は亀裂を引き起こし、最終的にはコンポーネントに亀裂が発生します。 | 圧力計を分解して点検します。外観が良好かどうか、傷や凹みがないか、弾性部品に亀裂がないかなどを確認します。 | ||||||
| 14 | 弾性部品の性能が低い。 | 弾性コンポーネント自体は、弾性残効、弾性遅れ、累積残留変形などの特性を持っています。これらの特性はスプリングチューブの材質と熱処理工程によって決まります。使用時間が長くなると徐々に弾性が低下し、表示誤差やゼロ以外の戻りなどが発生します。これは弾性部品の固有の特性によるもので避けられません。この理由の発生時期は材料の品質によって異なります。この現象により、スプリングチューブの外径が徐々に大きくなります。 | 不良箇所の寸法を確認し、未使用箇所の寸法や図面と比較し、伸びがないか確認してください。 それはその人自身の実際の状況によって異なります。 | ||||||
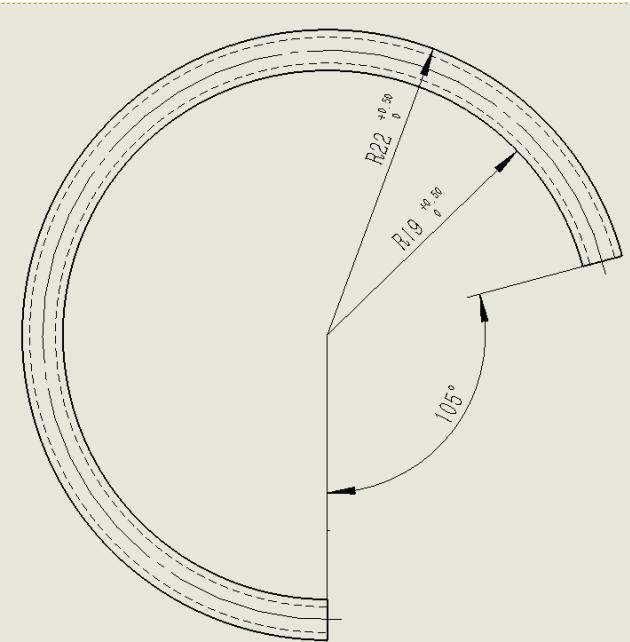
スプリングチューブの外径と肉厚の実測データの変更の有無は以下の通りです。
Y60型ブルドン管を例にします
スプリングチューブの外径は 44mm (0, 1) である必要があります (写真 1 を参照)。
未使用品の実測サイズは44.12mm(図2参照)、

Y60形圧力計で指針がゼロに戻らない例を考えてみましょう。使用中に過剰な圧力が発生し、圧力が不安定になることを理解できましたか?
当社が講じる是正措置および予防措置は以下のとおりです。
訂正:
製品の廃棄された溶接コンポーネントを返却し、溶接コンポーネントを交換し、再取り付けして校正し、交換のためにサプライヤーに送ります。
是正措置:
1. 当社は、入荷した材料の性能を検査し、試験強度を高めることで、入荷した材料の性能の安定性を確保し、欠陥率を低減します。
2. 協力部門の責任者との良好かつ緊密で効果的なコミュニケーションを維持します。サプライヤーと顧客は共同してゼロ以外の要因を確認し、不良の発生を減らすための管理を強化するために協力する必要があります。
圧力計")
◆モデル:YN40 YN50 YN60 YN75 YN100 YN150 ◆使用:この一連の機器は、特に環境機械の強い振動がある場所に適した良好な衝撃抵抗性を持ち、激しい脈動、衝撃、および...
詳細を参照してください
◆モデル:YJ150 YJ150A ◆使用:この一連の機器は、主に産業または市民の通常の圧力計を調整するために使用されます。また、プロセスサイトで銅合金や合金構造鋼などの非腐食性、非結晶化...
詳細を参照してください
◆モデル:YQ40 YQ50 YQ60 YQ75 YQ100 YQ150 ◆使用:この一連のゲージはすべてステンレス鋼で作られており、内部安全パーティションと上部に圧力リリーフホールがあり...
詳細を参照してください
◆モデル:YJY100 YJY150 ◆使用:絶対圧力とは、基準として絶対圧力ゼロ(絶対真空)を使用して、絶対圧力ゼロよりも高い圧力を指します。絶対圧力値は、次の式で表すことができます。 ...
詳細を参照してください
◆モデル: YXC60 YX100 YXC-150 ◆アプリケーション:このタイプの機器は、爆発の危険、結晶化、固化せず、銅および銅合金に腐食効果のない液体、ガス、...
詳細を参照してください
1. 概要 この圧力トランスミッタは、高感度、高精度、強力な過負荷防止能力を備えています。輸入センサーによって製造されており、センサーと増幅回路は高度に統合されています。シェルは一体のステ...
詳細を参照してください

ウォーターレスドアアラームシステムは、人間と機械の間の相互作用を強調し、運用の汚染と中国語と英語の選択に対処します。このシステムは、水ベースのメカニズムに依存せずにタイムリーなアラートを提供する...
詳細を参照してください
液体貨物監視警報システムは、効果的な契約、強力なセキュリティ、および安定性を優先します。この高度なシステムは、商品がリアルタイムで追跡および監視され、盗難や損失のリスクを減らすように設計されてい...
詳細を参照してください
ガス監視アラームシステムは、最適な安全性と使いやすさのために設計されています。可聴アラートと視覚アラートの両方を備えたユーザーフレンドリーなインターフェイスを備えており、潜在的なガス漏れを即座に...
詳細を参照してください


